
On Monday morning, your industrial engineer hands over a fresh set of SMVs for the new style. The line is balanced against them, operator targets are set, the merchant has costed the order using them, and the production manager has committed delivery dates to the buyer based on them.
By Friday, those same SMVs are quietly wrong.
Not by a lot. Maybe 4%. Maybe 12%. But across a 1,000-machine factory running 30 styles a month, that quiet wrongness shows up everywhere — in missed targets, in costing disputes with the merchant, in operator incentive payouts that don't match actual effort, and in margins that mysteriously shrink between the cost sheet and the P&L.
In our 40+ years working with apparel manufacturers across India and South Asia, this is the single most under-discussed problem on the factory floor. And the fix is simpler than most factories realise: stop treating SMV as a number you set once. Start treating it as a number you manage daily.
What Actually Changes Between Monday and Friday
If SMVs were like physical constants — fixed, universal, unchanging — Monday's number would still be valid on Friday. But SMV is not a constant. It is a snapshot of a method, performed by a particular workforce, on particular machines, under particular conditions. Every one of those variables drifts during the week.
The method drifts. On Day 1, the operator follows the documented motion sequence. By Day 3, she has found a shortcut — eliminating a reach, combining two motions, repositioning the bundle. Sometimes the shortcut is better. Sometimes it introduces a quality risk. Either way, the SMV no longer reflects what is actually happening.
The line learns. Operators improve fastest in the first 3–5 days of a new style. An SMV studied on Day 2 reflects a learning operator. By Day 5, she may be 15–20% faster — which means the original target is too easy, and the incentive scheme is paying out for performance that's no longer exceptional.
The conditions change. Fabric lot changes. Trim supplier changes. A machine gets retuned after a breakdown. The factory floor gets hotter as the morning progresses, and the afternoon fatigue allowance no longer matches the morning's. None of these show up in the original SMV.
The method gets modified. A supervisor changes the workstation layout to ease a bottleneck. A folder is added to an operation. The cut panel size changes slightly because the marker was re-optimised. Each of these legitimately changes standard time — but the SMV in the system stays the same.
By Friday, the gap between what your spreadsheet says and what your factory actually does has widened — sometimes invisibly, sometimes painfully. And it only widens further next week.
The Four Costs of Wrong SMVs
Most factory owners can name one or two of these costs. Very few have ever added them up.
| Hidden Cost | What It Looks Like | Annual Impact |
|---|---|---|
| Costing Distortion | Labour cost misquoted on every garment — sometimes too high (orders lost), sometimes too low (orders won at a loss) | USD 360K–480K on a USD 30M factory at 8% SMV error |
| Operator Disputes | Targets feel wrong — operators push back, slow pace, quality drops, or incentives inflate | Slow productivity erosion + union pressure |
| Line Balancing Errors | Balanced-on-paper lines that bottleneck in practice — supervisors lose hours "fixing the balance" | 3–8% efficiency loss per line per style |
| Strategic Blindness | Can't benchmark units, compare lines, or bid confidently — factory runs on intuition, not data | Lost growth opportunities + buyer trust erosion |
Why "Do a Time Study Again" Isn't the Answer
The natural response, when a factory recognises this problem, is to do more time studies. More studies, more often, by more people. We have seen factories double their IE headcount in pursuit of accuracy.
This rarely works, for three reasons:
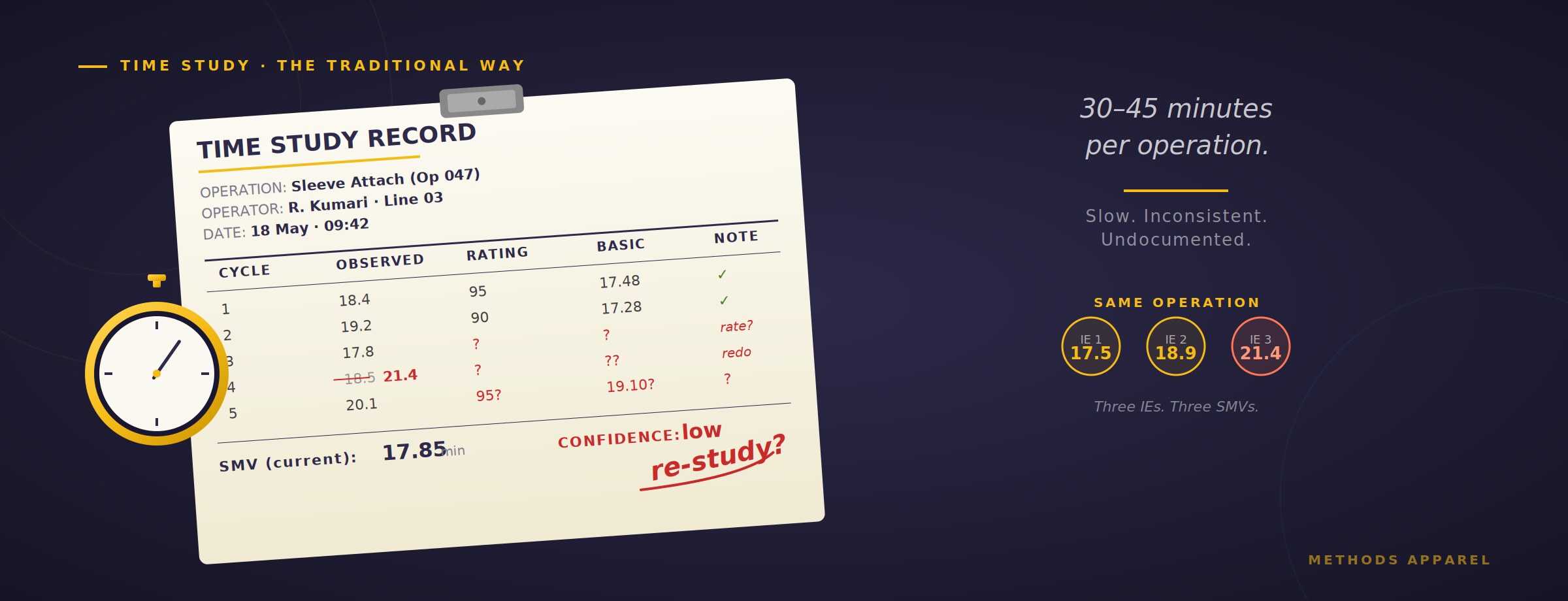
Traditional time study is slow. A proper study — observe the method, record cycles, rate the operator, apply allowances, validate against history — takes 30–45 minutes per operation. A factory with 200 operations across 15 styles cannot study each one daily by hand. The arithmetic does not allow it.
Traditional time study is inconsistent. Two IEs studying the same operation will produce different SMVs. Different rating, different cycle selection, different allowance assumptions. The variance between IEs is often larger than the variance the study is trying to measure.
Traditional time study is undocumented. The number gets entered into a spreadsheet, but the method behind it usually does not. Six months later, when a dispute arises, nobody can reconstruct the reasoning.
The answer is not more of the same. The answer is a different model entirely.
Daily Standard Time Setting — What It Actually Means
Daily standard time setting does not mean re-studying every operation every day. That would be impossible. It means managing SMV as a live data point rather than a static one.
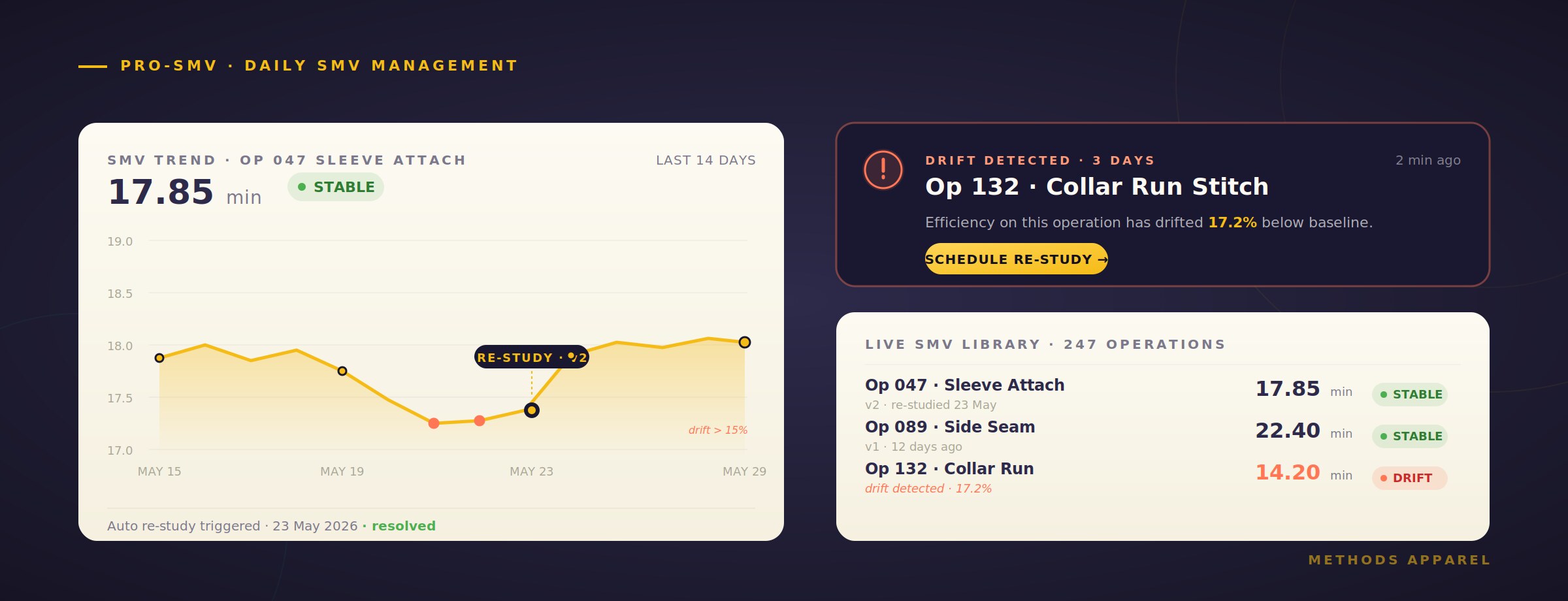
In practice, it looks like this. A central SMV library holds the standard time for every operation, with full audit trail — when it was studied, by whom, with what rating, with what allowances, on which machine. When a new style is loaded, SMVs are pulled from the library and adjusted only for known differences (panel size, fabric weight, trim type), not re-studied from scratch.
Live efficiency data from the floor is continuously compared against the SMV. When efficiency on an operation drifts more than a defined threshold (we typically recommend 15%) for three consecutive days, the system flags it for re-study. The IE doesn't have to discover the problem — the data discovers it for her.
When a re-study happens, the old SMV is not overwritten — it is versioned. The history of every operation is preserved, with reasons for change. Six months later, if a dispute arises, the trail is clear.
Factories that move from "set once, defend all week" to daily SMV management typically report 3–6% margin improvement on like-for-like styles, 8–15% reduction in IE workload, and meaningful reduction in operator-supervisor disputes — within a single season.
How Pro-SMV Supports the Daily Model
Pro-SMV — our flagship standard time management software — is designed around exactly this philosophy. It maintains a versioned SMV library across styles and operations, enforces the three-step time study calculation (observed time → basic time → standard time), tracks every rating and allowance decision, and integrates with floor-tracking data so re-study triggers fire automatically when efficiency drifts.
But the tool is secondary. The real shift is cultural — moving from SMV as a number you set on Monday and defend all week, to SMV as a number your factory manages every day. That shift is what separates factories that are merely busy from factories that are genuinely competitive.